-

圈圆机械(上海)有限公司
主营:滚弯机,弯弧机,弯圆机,槽钢弯弧机,方管弯弧机,数控弯圆机 - 15221999868

圈圆机械(上海)有限公司
主营:滚弯机,弯弧机,弯圆机,槽钢弯弧机,方管弯弧机,数控弯圆机 19
19
型钢材数控弯弧机以前,手弯管常用20,30油作为润滑剂。润滑剂的质量和数量没有引起足够的注意。数控弯管,由于弯管较快,心轴和管壁摩擦产生的大油量一般不能在油膜中间形成,达到润滑的目的。结果,在弯曲过程中,产生“尖叫”尖叫,伴随着波纹产生。这当然与诸如心轴的前进和心轴的抖动之类的因素相关。然而,当心轴的前进量适当时,芯棒具有足够的刚性,并且润滑剂的质量和数量具有重要的关系。
在弯曲过程中,润滑剂必须在管的内壁和心轴之间形成润滑剂膜,并且润滑剂必须均匀地覆盖管的内表面。在带有杆润滑装置的管道弯曲机中,即每个DOB,泵将润滑剂通过芯棒和心轴孔,挤入管腔中。在生产中,可以“拉拔油”作为润滑剂。在没有拉伸油的情况下,我们准备了一种润滑剂,也是为了满足弯曲的需要。
型钢材数控弯弧机标准弯头成型技术基本工艺是:首先焊接多边形环形壳体的多边形截面或块形多边形风扇的两端内部横截面从多边形变为圆形,国家标准弯头在建筑行业发挥重要作用,并为性能带来良好的性能优势,显示出内压的压力,重要作用和值。 GB弯头在弯头的不同生产和生产过程中,根据不同的特点和功能,使用不同的工艺和方法进行生产加工。 GB肘和肘作为名字建议本质上是“头”和“管”的另一个,但在生产过程中是非常不同的
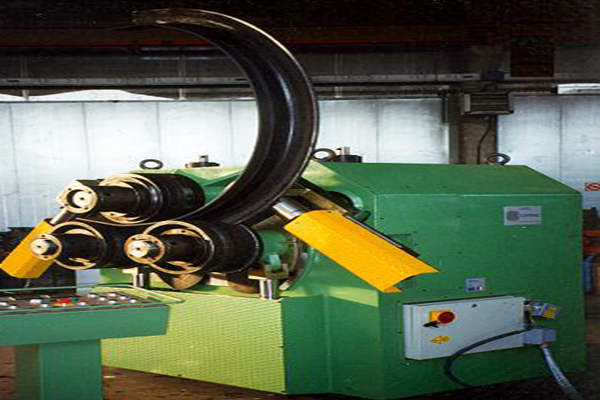
目前,世界美国,加拿大和德国等发达国家近10家型钢材数控弯弧机生产厂家,生产的基本结构是立式液压式,主要形式为气动管和液压两种。气动结构的优点是内管速度快,行走速度快,预制效率高,但需要配置空压机,系统工作稳定性差,难以控制。液压内管采用液压机,结构紧凑,液压传动平稳可靠,保证管道不会发生前椭圆变形过程。
型钢材数控弯弧机在原始管道的情况下不能用于确定在NC上使用的飞机的类型自动弯管机零件的标准样品重新根据材料的规格和管道的弯曲半径,确认在329个图号的弯头上生产数控折弯机。弯管机的生产根据弯管机的情况和支撑弯头模具以及管的空间方向确定。在模型管的重新弯曲完成后,根据存储在弯管机中的成型的基本数据进行管材数据的生产,所生产的管材空间合格,质量非常好。但是复制的绝大多数导管样失败,原因主要是导管弯曲半径不规范。
型钢材数控弯弧机在管道的CNC弯曲过程中,由于作用在地层外侧的切向拉伸应力,侧向变薄是不可避免的。但是自动弯管机管壁厚度不可避免地会降低过薄的管轴承承载能力,影响管件的使用性能,甚至导致严重的开裂,所以薄壁厚度是影响CNC弯曲质量的主要因素因子。有很多因素影响管材弯曲壁厚的变薄,心轴是芯材弯曲的重要因素之一,芯材**的壁厚也有重要的影响。